
Характеристики и описание
- Производитель
- Страна производительКитай
- Дополнительный сервисСервисное обслуживание
- СостояниеНовое
НАЗНАЧЕНИЕ
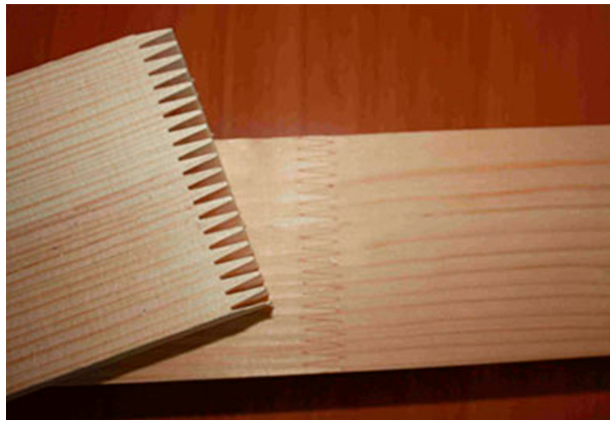
Предназначен для обработки с двух сторон торцов брусков, нарезания на них зубчатых шипов, в соответствии с ГОСТ 19414-90 и других размеров, и нанесения клея на обработанные шипы для дальнейшего сращивания короткомерных брусков по длине на зубчатоклеевое соединение.
Цикл обработки заготовок осуществляется в автоматическом режиме. Может применяться в составе полуавтоматической линии сращивания по длине.
СХЕМА ОБРАБОТКИ
ОБЛАСТЬ ПРИМЕНЕНИЯ
Идеально подходит для применения на предприятиях и в цехах средней производительности по производству высококачественных столярно-строительных изделий, в том числе и экспортного исполнения, клееного мебельного щита, погонажных изделий, клееного строительного бруса для деревянного домостроения, производству мебели и других деревообрабатывающих производствах.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
| Массивная станина | Cтанина коробчатой формы и мощная балка для установки каретки, прошедшие специальную термообработку, обеспечивают высокую жесткость всей конструкции станка. Достигается долговечность эксплуатации станка без потери точностных параметров. |
| Увеличенный рабочий стол каретки | Позволяет обеспечить надежную базовую поверхность для установки широкого пакета заготовок и свести к минимуму вибрации при обработке, что значительно повышает точность и качество обработанных шипов. |
| Увеличенная высота обработки | Увеличенный диаметр торцовочной пилы, вылет фрезерного шпинделя и конструкция верхнего прижима позволяют обрабатывать заготовки шириной до 180 мм. |
| Высокоточные линейные направляющие | Перемещение каретки осуществляется по усиленным линейным высокоточным направляющим, изготовленным в Германии. Конструкция каретки обеспечивает отсутствие дополнительных изгибающих моментов, действующих на линейные направляющие, что способствует долговечности их эксплуатации. Обеспечивается высокая точность обработки шипов, что повышает качество сращенных плетей. |
| Система подачи с регулировкой скорости перемещения каретки | Подача заготовок в зону резания с помощью гидроцилидра позволяет плавно и равномерно перемещать увеличенный пакет заготовок при обработке с бесступенчатой регулировкой скорости подачи и устанавливать увеличенную скорость возврата каретки в исходное положение. Обеспечивается сокращение цикла обработки заготовки и увеличение производительности станка. |
| Надежный прижим пакета заготовок. | Прижим пакета заготовок к боковой базовой плоскости и верхний прижим к поверхности стола с помощью регулируемых пневмоцилиндров осуществляют надежное базирование заготовок и высокую точность обработки шипов. |
| Торцовочный узел с пилой и дробилкой. | Осуществляет точную обработку торца заготовки с дроблением отрезаемого материала для полного удаления отходов через стружкоприемник аспирационной системы. Имеется возможность настройки пилы в зависимость от глубины обработки шипа с помощью точной трапецеидальной винтовой пары. |
| Высокоточный фрезерный шпиндель | Применение в конструкции шпинделя высокоскоростных сдвоенных радиально-упорных подшипников фирмы SKF позволяет обеспечить надежность и долговечность работы шпинделя и получить повышенную точность обработки шипов. |
| Привод фрезерного шпинделя увеличенной мощности. | Привод фрезерного шпинделя для нарезания шипов осуществляется от электродвигателя мощность 11 кВт, что обеспечивает надежную работу станка при обработке пакета заготовок. Стационарное крепление электродвигателя исключает передачу вибрации и нагрузок на шпиндель, что обеспечивает высокое качество обработки шипов, а также увеличенный ресурс шпиндельного узла. |
| Устройство смещения пакета заготовок | Осуществляет перемещение пакета заготовок с помощью пневмоцилиндра после обработки шипа в переднем положении каретки в горизонтальной плоскости. Исключается повторная обработка нарезанных шипов при прохождении мимо фрезы при обратном ходе каретки в исходное положение |
| Устройство для нанесения клея(клеенамазка) | Осуществляет нанесение клея из клеевого бачка на обработанные шипы в процессе перемещения каретки в переднее положение в автоматическом режиме. Подъем клеевого вальца в рабочее положение производится пневмоцилиндром с последующим возвратом в исходное положение. |
| Управление работой станка в автоматическом режиме | Осуществляется от педали при установке на пульте управления переключателя в режим автоматической работы. Обеспечивается удобство работы на станке и повышение производительности. |
| Пульт управления станком | Эргономичный пульт управления обеспечивает удобство управления станком при проведении наладочных работ. |
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ

Станок шипорезный односторонний с узлом клеенанесения TSK 18AG
В наличии
Цену уточняйте
Минск ∙
Доставка
Оплата и гарантии